在当今全球制造业加速向智能化、数字化转型的浪潮中,集成电路产业作为高端制造的核心与基石,其生产过程的精细化、透明化与高效化管理至关重要。知业科技凭借其深厚的行业积累与前沿的物联网技术研发能力,成功为国内某大型集成电路企业打造并实施了制造运营管理数字化工厂解决方案,树立了行业新标杆。
项目背景与挑战
该集成电路企业是国内领先的芯片设计、制造与封测一体化企业,产品广泛应用于消费电子、通信、汽车电子等领域。随着业务规模扩大与技术迭代加速,企业原有生产管理体系面临诸多挑战:生产设备种类繁多、品牌各异,数据采集困难,形成大量“信息孤岛”;生产状态不透明,关键工艺参数与设备状态无法实时监控与预警;物料追溯链条不完整,产品质量问题难以快速定位根源;以及各生产环节协同效率有待提升,制约了整体产能与良率的进一步突破。
知业科技的解决方案:以物联网为核心的MOM数字化工厂
知业科技深入剖析客户痛点,为其量身定制了以制造运营管理为核心、深度融合物联网技术的数字化工厂整体解决方案。该方案的核心在于构建一个互联互通、数据驱动、智能决策的数字化生产运营体系。
1. 物联网技术研发与应用:打通数据采集“最后一公里”
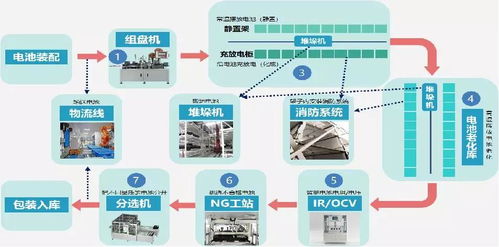
针对设备异构、协议不统一的难题,知业科技研发团队开发了适配性极强的边缘智能网关与数据采集模块。通过部署在各类关键生产设备(如光刻机、刻蚀机、离子注入机、测试机台等)及环境监控点,实现了对设备运行参数(温度、压力、功率、真空度等)、工艺配方数据、故障代码、能耗信息的实时、精准、安全采集。利用物联网标识解析技术,为每一片晶圆、每一个物料载体(如FOUP)赋予唯一数字身份,实现全流程的单体级精准追踪。
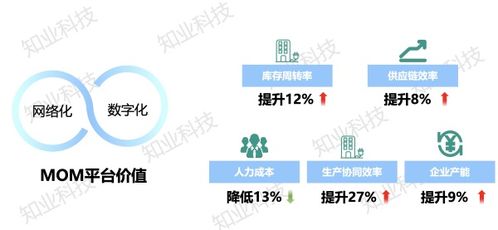
2. 构建一体化MOM平台:实现生产运营全要素管理
在可靠的数据基础上,知业科技部署了集生产调度、设备管理、质量管理、物料管理、人员管理、能源管理于一体的MOM平台。该平台如同工厂的“智慧大脑”:
- 生产可视化:通过数字孪生技术,在虚拟空间中实时映射物理车间的生产全景,管理者可随时掌握各产线、各机台的生产进度、在制品状态与产能利用率。
- 智能排程与调度:基于实时订单、设备状态与物料情况,进行动态、优化的生产排程,自动下达生产指令,减少等待时间,提升设备综合效率。
- 预测性维护与质量管理:利用物联网采集的设备运行大数据,结合AI算法模型,实现对关键设备潜在故障的早期预警与预测性维护,极大减少非计划停机。将工艺参数与最终测试结果关联分析,建立工艺窗口控制模型,实现质量问题的快速根因分析与闭环改进。
- 全程追溯与合规性:从晶圆投入到最后芯片出厂,完整记录每一道工序的操作、设备、参数、人员、环境及检验数据,形成不可篡改的电子批次记录,满足严苛的行业合规与质量追溯要求。
实施成效与价值体现
经过一段时间的稳定运行,该数字化工厂项目取得了显著成效:
- 生产效率显著提升:设备综合效率提升约15%,生产周期平均缩短20%,在制品库存降低30%。
- 质量与良率稳步提高:通过过程参数的实时监控与闭环控制,产品一次通过率得到改善,质量异常响应与处理时间缩短50%以上。
- 运营成本有效降低:预测性维护减少了意外停机损失,能源管理的精细化实现了能耗的优化,总体运营成本下降显著。
- 管理决策科学化:管理层能够基于实时、准确的多维度数据驾驶舱进行决策,实现了从“经验驱动”到“数据驱动”的转变,企业敏捷性与市场竞争力进一步增强。
与展望
知业科技此次成功的MOM数字化工厂实践,不仅为这家大型集成电路企业构筑了面向未来的核心竞争力,也为整个高端制造业的数字化转型提供了可借鉴的范本。它深刻表明,将前沿的物联网技术研发成果与制造业的核心运营管理需求深度融合,是破解生产黑箱、提升制造效能的关键路径。知业科技将继续深耕工业物联网与智能制造领域,携手更多合作伙伴,共同推动中国制造业向更高水平的数字化、网络化、智能化迈进。